-

余姚舜瞬龙模具有限公司
主营:UG编程培训,余姚数控编程培训,数控编程培训,数控车床编程培训机构,余姚数控车床培训

余姚舜瞬龙模具有限公司
主营:UG编程培训,余姚数控编程培训,数控编程培训,数控车床编程培训机构,余姚数控车床培训 10
10
余姚3轴4轴5轴数控编程培训
余姚舜龙3轴4轴5轴数控编程培训实行“理论+实战+实训”一条龙服务,不只是软件命令和操作的学习,抛弃“照本宣科”的教学模式,自始至终围绕着“工厂实际经验”来教学,真正做到全程案例式、实物教学,达到举一反三的效果。
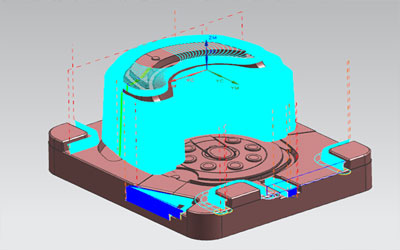
锻模上模加工
一、工件分析和工艺规划:在木例子中,将加工零件,锻模模具在数控加工前必须经过热处理、上表面、检验角加工。热处理工艺也可以放在粗加工以后进行,此时粗加工余量是1.5mm。具体步可参考加工工序及主耍加工参数。具体操作步骤依序介绍如下。
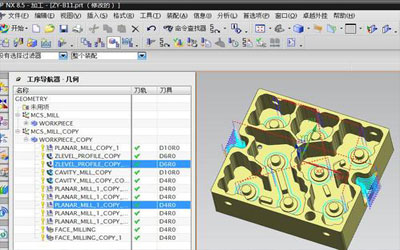
二、加工步骤:1。步骤1打开模型文件(1)在UGNX软件中单击“打开”图标或者选择“文件”-“打开”命令,弹出“打开部件文件”对话框,打开光盘中的chapted文件夹,选择Ashang的文件。单击0K按钮或者单击鼠标中键,即可打开该文件。打开后的文件自动进入的是UGNX的基本环境。
步骤2进入加工模块,并选择加工环境单击“开始,选择子选项中的“加工”选项,由于该工件的主模型是*—次进入加工环境,系统会自动弹出“加工环境”对话框,在CAM设置中选择mill-planar(平面铣),单击“初始化”按钮进入加工模块。余姚舜龙3轴4轴5轴数控编程培训。
(2)在该“创建程序”对话框中。驮认的位置程序是“NC-PROGRAM”。默认的程序名称是“PROGRAMJ”,可以在此改写名称,并单击“确定”按钮,即可以完成此加工程序节点的创建。但在多数的数控加工中,无须创珪新的程序节点,采取默认的设置:就可以满足加工的效果。
2.创攰刀具父节点组(1)在工具条快徒图标中。单击“创建刀具”图标系统会自动弹出如图24所示的“创建刀具”对话框。 (2)在该“创建刀具”对话框中,*类型-contour,选择刀具子类型Mill(铣刀默认的位置刀具是“GENERIC-MACHINE”,在名称中输入“D63R5”,并单击“确定按钮。
余姚3轴4轴5轴数控编程培训哪家好
余姚舜龙3轴4轴5轴数控编程培训随到随学,直到学精通为止。毕业后,无论是技术、生活、创业上的困难,都可以通过舜龙平台解决问题。
3轴4轴5轴数控编程-数控系统中的基本功能代码
(1)程序段序号:N10、N20。
(2)准备功能:G00-G99 是使数控装置作某种操作的功能。
(3)G 代码分为模态代码和非模态代码两种。所谓模态代码是指某一G代码(G01)一经*就一直有效,直到后边程序段中使用同组G 代码(G03)才能取代它。而非模态代码只在*的本程序段中有效,下一段程序需 要时必须重写 (如 G04)。
1)快速点定位指令 G00 G00 指令是模态代码,它命令刀具分别以点定位控制方式从刀具所在点 快速运动到下一个目标位置。它只是快速定位,而无运动轨迹要求。其指令书写格式是:G00 X_Z_;刀具实际的运动路线不是直线,而是折线,所以使用 G00 指令时要注意刀具是否和工件急夹具发生干涉,忽略这一点,就容易发生碰撞,而在快速状态下的碰撞更加危险。
2)直线插补指令 G01 直线插补指令是直线运动指令,也是模态代码。它命令刀具在两坐标或 三坐标间以插补联动方式按*的F进给速度(单位为 mm/min)作任 意斜率的直线运动。其指令书写格式是:G01 X_Z_F_;F 指令也是模态指令,它可以用G00指令取消。如果早G01程序段之前的程序段没有F指令,则机床不 动。因此,G01程序中必须还有F指令。
3)圆弧插补指令 G02/G03(采用笛卡尔坐标判断) 圆弧插补指令命令刀具在*平面内按给定的 F 进给速度作圆弧运动,切削出圆弧轮廓。在车床上加工圆弧时,不仅要用 G02/G03 指出圆弧的 顺逆时针方向,用 XZ *圆弧的终点坐标,而且还要*圆弧的半径。 其指令书写格式是:G02/G03 X_Z_R_;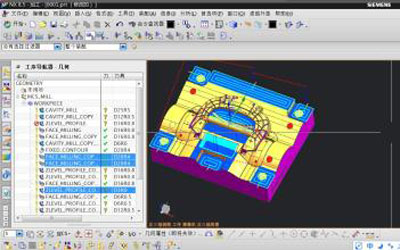
余姚实战3轴4轴5轴数控编程培训
余姚舜龙3轴4轴5轴数控编程培训基地拥有生产型的数控加工中心、数控铣床、电脑雕刻、数控车床、数控线切割、电火花、钻床、磨床等一批先进设备,我校的设备立足于高起点,着眼于生产实践。通过理论教学,仿真训练,实际操作三位一体的教学模式,使学生能熟练的掌握数控编程技巧与模具制造经验,真正实现**上岗。
使用五轴加工可以从几个方面提供诸多益处。通过分析设备、工艺和装夹,尤其是切削刀具和切削作用,就能从中而受益。除了通过全五轴加工才能完成某些特征外,也可选择性地简化利用五轴的加工工艺。其中包括使用三加二轴,或有时仅使用三轴,尤其是对于各种粗加工、半精加工和修铣工序。尽管有些零件特征具有双曲线轮廓,并且会同时沿着五轴运动,但使用正确的刀具再保持适当的恒定吃刀量,就能高效地加工出几乎任何曲度。使用五轴加工的主要好处,显而易见是能够高效地获得复杂的三维(双面)零件特征,不仅精度高,而且表面质量。一般仅需一次装夹和蕞少的切削工序,切削时间大为缩短,刀具悬伸始终保持尽可能地短。
此外,往往也会提高金属去除率,并且刀具碰撞风险可控。对五轴加工、联动加工以及三加二轴加工而言,切削刀具和工艺选择是获得成功结果的关键因素。与三加二轴加工相比,联动加工时的工艺选择更为重要,因为前者挑战性较低,可以当作三轴工序看待。五轴CNC加工基于机床在五个轴上运动而生成3D零件形状的能力。而且,真正的五轴联动加工指的是除了能够沿着旋转轴定位刀具外,切削时刀具还能顺着这些轴进给。其必然结果是使得机床一次装夹就能形成复杂的零件形状。